



單輪車花刀
車花特點:
車削外徑車花刀可以調(diào)整切削角度,可以保護機床的精度,對于小型機床剛性要求低。
適用機床類型:數(shù)控車床,自動車床,多軸車床,瑞士型自動車床,車銑復(fù)合機床。
單輪車花刀 :
可加工直紋及左右斜紋,切削刀頭和刀柄夾持間隙有微調(diào)功能。
加工花紋類型:
車花類型
車花輪
進給方式

RAA
BR30°
F←

RBR30°
AA
F←

RAA
BL30°
F←

RBL30°
AA
F←
采用進口車花輪:
AA
BL15°
BR15°
BL30°
BR30°





產(chǎn)品數(shù)據(jù):
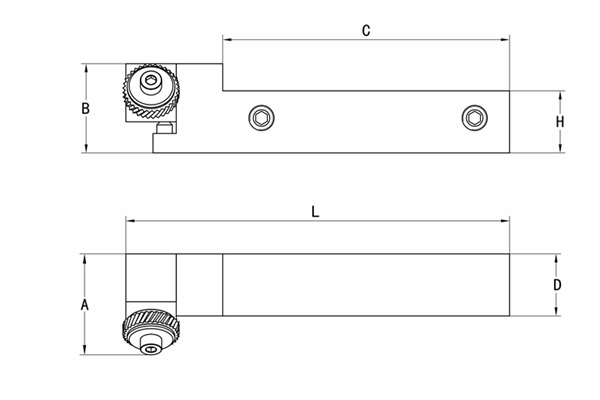
CH1145R14
26
36
工具型號
安裝方向
加工范圍
車花輪尺寸
刀桿尺寸
備件
A
B
C
D
H
L
R+L
正反可調(diào)
Φ3-50
Φ14.5×3×5
23
74
16
14
99
EAT14.53

CH1145R16
16
CH1215R20
Φ5-250
Φ21.5×5×8
39
114
25
20
149
EAT21.55
CH1215R25
25
車花系列刀具使用方法:
1,將刀具裝入刀座,調(diào)整刀具中心高確保在工件中心位置。
2,將車花輪靠近工件外徑,調(diào)整兩個輪子全寬軸線完全同時貼住工件。
3,開始車花時,以快速進入1/2的牙距深度,寬度約為輪子寬的1/3。
4,當花目成型完成后,才開始Z軸向的進給。
5,如果牙型有牙型有錯誤,可以通過調(diào)整刀座軸向修正。
6,使用較大的切削液或潤滑油排去車下來的鐵屑。